| Lightweight Material |
| Design&Manufacture |
| Performance Testing |
| Static mechanical properties |
| Dynamic Mechanical Properties |
| Nonlinear Vibration |
| Vibro-acoustic Properties |
| Flow and Heat Transfer Properties |
| Electromagnetic Properties |
| Bioinspired engineering and biomechanics |
| Multifunctional Optimization and Collaborative Design |
Design&Manufacture
The fabrication methods of metal lattice structure are as follows, investment casting, extrusion method, grooving method, perforated metal mesh punching-brazing method, steel plate net folding-brazing method, three-dimensional brazing method, etc. Basically, those methods can be divided into three categories, casting method, extrusion method and assemble-brazing method.
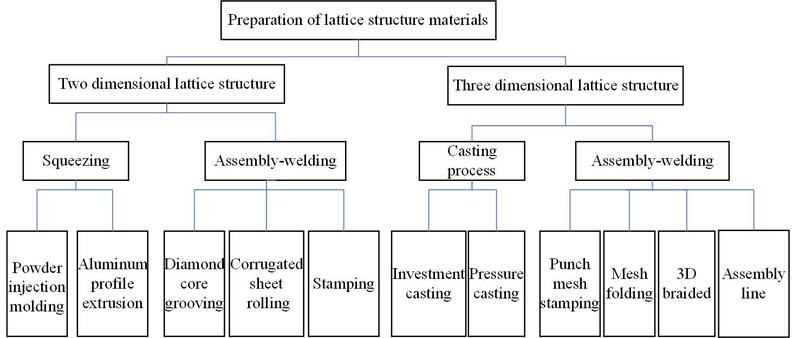
Fig. 1 Fabrication methods of metal lattice structure
1.Fabrication of 2D lattice materials
1.1 Slurry extruding molding
This method was used by Lightweight structure research group of Georgia institute of technology to fabricate 2D metal porous material. The main procedure includes: firstly, the fabrication of raw material,which is paste and takes metal oxide as substrate; secondly, the molding , which include extruding the paste through a mold; thirdly, the direct reduction reaction, which means directly make the metal product by removing the linking oxygen of the metal ore or metal oxide under a temperature that is lower than the melting point of the material used.
1.2 Aluminium profile extruding molding
This method is based on Dynamic viscous liquid extrusion principle, which means to use the liquid as a thrust and move the raw material to the mold. The liquid is pumped from one side and flow out from the other side. The viscous effect of fluid will pass the axial force to the raw material and push it out of the mold, thus we got the extrusion product.
1.3 Assembly-welding method
1.3.1 Grooving method
When apply the grooving method, first we carve a aeries of grooves in the metal plate, then we assemble those metal plates to a 2D honeycomb structure according to the design requirement. The gap between the groove and the plate is connected through a special bonding process.
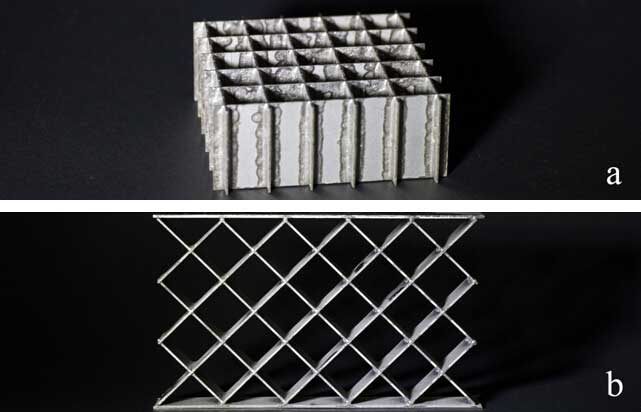
Fig. 2 (a)square honeycomb core (b)rhombic honeycomb structure
We have also fabricated 2D honeycomb circle metal lattice material as shown in Fig.3. This method is favorable in fabricating the porous material/structure of low ductile metal.
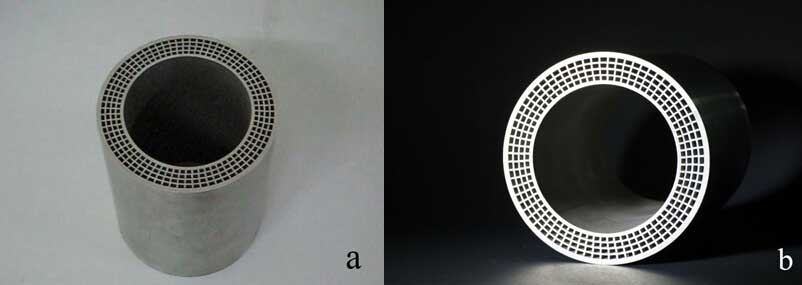
Fig. 3 2D honeycomb circle lattice metal
1.3.2 Metalforming
We use this method to make sandwich panel. First the metal plate is formed into corrugated sheet. Then we will pile several corrugated sheets into corrugated core in a specific way. Finally, those corrugated sheets will be glued by resistance welding or binder. This method is applied for the materials with high ductility and 2D structures with several geometric structures.
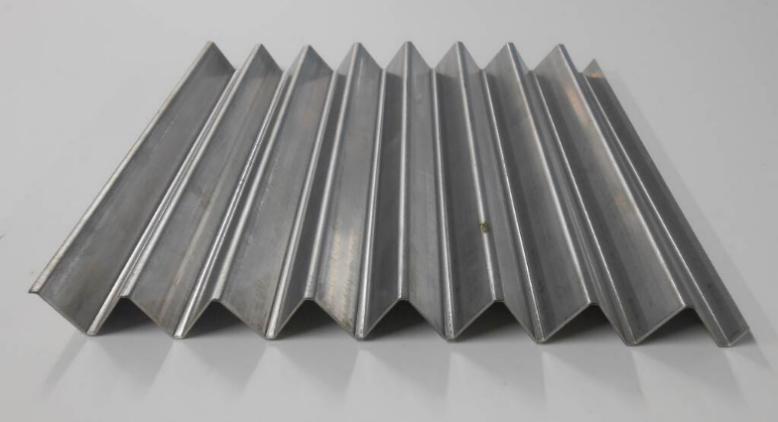
Fig. 4 corrugated core made by metalforming
1.3.3 Corrugated sheet roll forming
Roll forming is to put the thin sheet along with the lower roller and rotate the lower roller. In the meantime, the upper roller will roll in a reverse way and thus put a pressure onto the rolling sheets. Then corrugated sheet is made.
1.3.4 Template assembly
When preparing the sample, first we make a prototype to locate the exact location of the conjuncture point, then we will add the panel with the core by resistance welding or binder.
2. Fabrication of 3D lattice materials
2.1 Casting method
The idea to fabricate lattice material by Lost wax process comes from the University of Cambridge. Polymerid structure with a slenderness ratio less than 5 can be made by this method. A single-layer polyster sacrificed templates with location holes is made and then we will pile the single-layer structure into a three-dimentional structure according to its arrangement way. Normally, we use the polyster as the sacrificed template to make the sand mold, then get rid of the sand mold after the cooling process and thus get the metal lattice material. Casting method can be applied in only Nonferrous alloy with high liquidity.
2.2 Assembly-welding method
2.2.1 Punching by perforated metal meshPerforated metal mesh is commonly used for forming and it can be made by laser cutting or punch forming. Typical perforated metal mesh consist of hexagon mesh and rhombus mesh. The hexagon mesh can be punched into tetrahedron core, the rhombus mesh can be punched into pyramid core.
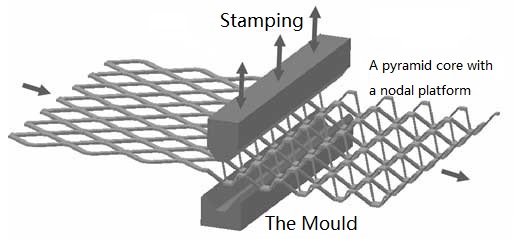
Fig. 5 Main process of pyramid core fabrication

Fig. 6 pyramid core made by punch forming
Our team has achieved the forming of 304 stainless metal by punching forming. the main process, which is shown in figure 5, include shear-extend process, smoothing process and punching process.
2.2.2 3D weave
By means of weaving technique, the metal wire or metal tube can be made t o have three-dimensional structure. At present, the single-layer tetrahedron and Kagome core are made through 3D weaving technique by Lim and Kang. Lattice material with rhombus structure is made through 304 stainless hollow pipe or solid string by Queheillalt and Wadley, and the connection of the conjuncture is achieved by resistance welding or binder.
3.Welding technique for lattice metal structure fabrication
Welding technique is so important in the fabrication process of lattice metal material/structure that it deserve due attention. Because of its own unique particularity, the appliance of the technique is restricted in only a few welding methods. We are interested in hard-solder, resistance welding and laser bonding. The samples are shown in figure 7.
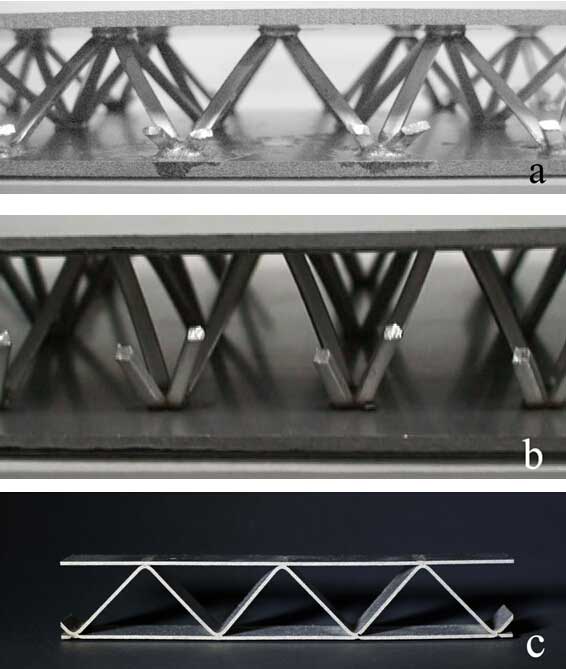
Fig. 7 (a)hard-solder;(b)resistance welding;(c)laser bonding
3.1 Hard-solder
Hard-solder is the most commonly used technique for lattice metal material fabrication at present. Different scaling powders are selected for different materials or conditions. For example, the scaling powder for 304 stainless metal is Ni–25Cr–10P alloy powder. The main process is as follows, first the alloy powder is made from a appropriate proportion of binders and is painted on the conjuncture of the core. After the drying process is the hard-solder process in the vacuum oven. First we should make the vacuum degree near 10-4 Pa, then warm the furnace to 350~500℃ at a speed of 10℃/min and keep the temperature for around 1 hour to volatilize the bonding. Finally we warm the furnace again to 900~1100℃ and keep the temperature, then cool down. The pyramid structure metal sandwich panel sample made by our team is shown in figure 7(a). The scaling powder of hard-solder has intensified the density of the core at 0.3~0.6%.
3.2 Resistance welding
Resistance will generate heat when current come through the conductor, and the resistance of the conjuncture of two metal is far more than the resistance inside the metal. Consequently, the conjuncture part will generate heat with large current coming through. With a proper pressure the two metal will join each other, which is the key principle of resistance welding. The pyramid structure metal sandwich panel sample made from resistance welding by our team is shown in figure 7(b).
3.3 Laser bonding
Laser bonding utilize the laser beam as the welding power. When the welded material surface is exposed under high intensity laser, part of the light energy will be absorbed by the material and turned into heat power, thus the material will melt and be welded. The advantage of the technique lies in its ability in tackling high melting point metal, tackling two different metal, small spot size and small thermal transformation. The stainless metal sandwich panel sample made from laser bonding by our team is shown in figure 7(c).
4. Strengthening for lattice composite structure
The mechanical performance of lattice material can be improved by changing its inherent transformation way, which means to fill the interspace of lattice core with other materials, say, foam, ceramic or honeycomb material. Our team has developed a series of filling techniques for lattice material. The samples are shown in figure 8. The bending property, shear performance, compressive property and corrosion property have been improved.

Fig. 8 Strengthen for composite structure: (a)fill with foamed alluminium;(b)fill with ceramic;(c)fill with PMI polymer foam;(d)fill with honeycomb alluminium
By weaving techniques, the metal wire or metal tube can be made t o have three-dimensional structure. At present, the single-layer tetrahedron and Kagome core are made through 3D weaving technique by Lim and Kang. Lattice material with rhombus structure is made through 304 stainless hollow pipe or solid string by Queheillalt and Wadley, and the connection of the conjuncture is achieved by resistance welding or binder.
Next page: Performance Testing
